 0769-22987216
0769-22987216
公司地址:广东省东莞市万江区新和新洲工业区东扬路
传真:0769-22987206 E-mail:wau@wau.cn

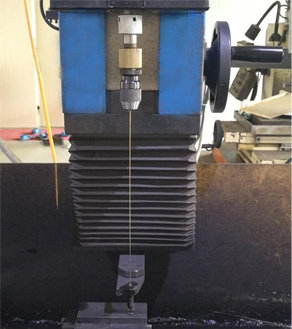
精密五金加工企业会遇到微小孔的加工,在cnc加工中心是没有办法完成的,我们一般会采用电火花机床来完成,除了非金属材料,它可以加工任何物理、力学性能的导电材料,由于微细电极的普级加工,精密五金加工企业可以借鉴数控铣销的特点,事先编好程序,电极丝可以跟着指定程序的路径走,从而加工出想要的形状。鉴于此,微细电火花几乎可以加工任意复杂曲面,而且加工系统简单,制造成本也不高。
电火花加工的原理是依靠火花放电的能量来蚀除金属,从而达到图纸所要求的工件形状,尺寸和精度,电火花加工的速度是由火花放电的能量来决定的,脉冲能量越大,精密五金加工时速度越快,同时工件所获得的精度也越差。为了解决加工速度和质量的这一矛盾,微细电火花加工脉冲电源在设计之时,要使其电参数调节的范围变得大些,这样既可以满足精密零部件粗加工时的生产率要求,又可以满足机械零配件精加工时的精度,提高精密五金加工件的质量。
在微细电火花加工中,工具电极和工件之间的放电间隙也很小,只有几微米甚至不到一微米,放电蚀除物颗粒的直径必须小于放电间隙,否则,工作液就不能将放电蚀除物从间隙中带走,而很快变得污浊,当放电间隙中的放电蚀除物浓度达到临界值时,就会通过工作液在工件和工具电极之间产生拉弧放电,拉弧放电无论对阴极还是阳极都造成严重的损耗,并严重地降低精密五金加工件的表面质量,而放电蚀除物颗粒直径的大小主要取决于单个脉冲放电能量,因此电火花微细加工的单个脉冲放电能量必须是极其微小的,所以电火花加工的尺度也会很小。
以上资讯来源于东莞精密五金加工厂家时利和机电设备有限公司,更多产品详情请点击链接查看http://www.wau.cn/products-155088-0-0.html
0769-22987216

